රාජකීය සමූහය 201 202 204 බාධාවකින් තොරව මල නොබැඳෙන වානේ පයිප්ප





| නිෂ්පාදන නාමය | මල නොබැඳෙන වානේ වටකුරු නළය |
| සම්මත | ASTM AISI DIN, EN, GB, JIS |
| වානේ ශ්රේණිය
| 200 මාලාව: 201,202 |
| 300 ශ්රේණි: 301,304,304L,316,316L,316Ti,317L,321,309s,310s | |
| 400 ශ්රේණි: 409L,410,410s,420j1,420j2,430,444,441,436 | |
| ඩුප්ලෙක්ස් වානේ: 904L,2205,2507,2101,2520,2304 | |
| පිටත විෂ්කම්භය | 6-2500mm (අවශ්ය පරිදි) |
| ඝනකම | 0.3mm-150mm (අවශ්ය පරිදි) |
| දිග | 2000mm/2500mm/3000mm/6000mm/12000mm (අවශ්ය පරිදි) |
| තාක්ෂණය | බාධාවකින් තොරව |
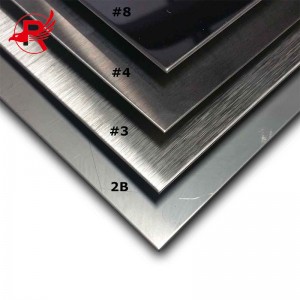
| මතුපිට | අංක 1 2B BA 6K 8K දර්පණය අංක 4 HL |
| ඉවසීම | ±1% |
| මිල නියමයන් | FOB,CFR,CIF |










මල නොබැඳෙන වානේ පයිප්ප යනු කුහර සහිත දිගු වටකුරු වානේ වර්ගයක් වන අතර එය ප්රධාන වශයෙන් ඛනිජ තෙල්, රසායනික කර්මාන්තය, වෛද්ය ප්රතිකාර, ආහාර, සැහැල්ලු කර්මාන්තය, යාන්ත්රික උපකරණ වැනි කාර්මික ප්රවාහන නල මාර්ගවල මෙන්ම යාන්ත්රික ව්යුහාත්මක සංරචකවලද භාවිතා වේ. ඊට අමතරව, නැමීමේ සහ ව්යවර්ථ ශක්තිය සමාන වන විට, බර සැහැල්ලු වේ, එබැවින් එය යාන්ත්රික කොටස් සහ ඉංජිනේරු ව්යුහයන් නිෂ්පාදනය කිරීමේදී ද බහුලව භාවිතා වේ. ගෘහ භාණ්ඩ සහ මුළුතැන්ගෙයි උපකරණ ආදිය ලෙසද බහුලව භාවිතා වේ.
සටහන:
1. නොමිලේ සාම්පල ලබා ගැනීම, 100% අලෙවියෙන් පසු තත්ත්ව සහතිකය, ඕනෑම ගෙවීමේ ක්රමයකට සහාය වීම;
2.ඔබගේ අවශ්යතාවයට අනුව (OEM&ODM) වටකුරු කාබන් වානේ පයිප්පවල අනෙකුත් සියලුම පිරිවිතර ලබා ගත හැකිය!ROYAL GROUP වෙතින් ඔබට ලැබෙන කර්මාන්තශාලා මිල.
මල නොබැඳෙන වානේ පයිප්ප රසායනික සංයුති
| රසායනික සංයුතිය % | ||||||||
| ශ්රේණිය | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 (අප්රේල් 201) | ≤0 .15 | ≤0 .75 | 5. 5-7. 5 | ≤0.06 යනු | ≤ 0.03 | 3.5 -5.5 | 16.0 -18.0 | - |
| 202 වසර | ≤0 .15 | ≤l.0 ට වඩා | 7.5-10.0 | ≤0.06 යනු | ≤ 0.03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 (අ) | ≤0 .15 | ≤l.0 ට වඩා | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 යි | ≤0 .15 | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.035 | ≤ 0.03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 යි | ≤0 .0.08 | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 8.0-10.5 | 18.0-20.0 | - |
| 304 එල් | ≤0.03 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.035 | ≤ 0.03 | 9.0-13.0 | 18.0-20.0 | - |
| 309 එස් | ≤0.08 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 12.0-15.0 | 22.0-24.0 | - |
| 310 එස් | ≤0.08 යනු | ≤1.5 යනු | ≤2.0 යනු ≤2.0 වේ. | ≤0.035 | ≤ 0.03 | 19.0-22.0 | 24.0-26.0 | |
| 316 යි | ≤0.08 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316 එල් | ≤0 .03 | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 12.0 - 15.0 | 16 .0 -1 8.0 | 2.0 -3.0 |
| 321 (අංක 321) | ≤ 0 .08 | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.035 | ≤ 0.03 | 9.0 - 13 .0 | 17.0 -1 9.0 | - |
| 630 යි | ≤ 0 .07 | ≤1.0 යනු ≤1.0 වේ. | ≤1.0 යනු ≤1.0 වේ. | ≤0.035 | ≤ 0.03 | 3.0-5.0 | 15.5-17.5 | - |
| 631 (ස්පාඤ්ඤය) | ≤0.09 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤1.0 යනු ≤1.0 වේ. | ≤0.030 කි | ≤0.035 | 6.50-7.75 | 16.0-18.0 | - |
| 904L ටයර් | ≤ 2 .0 | ≤0.045 | ≤1.0 යනු ≤1.0 වේ. | ≤0.035 | - | 23.0 · 28.0 | 19.0-23.0 | 4.0-5.0 |
| 2205 | ≤0.03 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤2.0 යනු ≤2.0 වේ. | ≤0.030 කි | ≤0.02 යනු | 4.5-6.5 | 22.0-23.0 | 3.0-3.5 |
| 2507 (ජපන්) | ≤0.03 යනු | ≤0.8 යනු ≤0.8 වේ. | ≤1.2 යනු | ≤0.035 | ≤0.02 යනු | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 (ජූලි 2520) | ≤0.08 යනු | ≤1.5 යනු | ≤2.0 යනු ≤2.0 වේ. | ≤0.045 | ≤ 0.03 | 0.19 -0. 22 | 0. 24 -0. 26 | - |
| 410 (ස්වයංක්රීය) | ≤0.15 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤1.0 යනු ≤1.0 වේ. | ≤0.035 | ≤ 0.03 | - | 11.5-13.5 | - |
| 430 (ස්වයංක්රීය) | ≤0.1 2 | ≤0.75 යනු | ≤1.0 යනු ≤1.0 වේ. | ≤ 0.040 | ≤ 0.03 | ≤0.60 යනු | 16.0 -18.0 | |
සීතල රෝල් කිරීම සහ රෝල් කිරීමෙන් පසු මතුපිට නැවත සැකසීම වැනි විවිධ සැකසුම් ක්රම හරහා, මල නොබැඳෙන වානේ මතුපිට නිමාවබාර්s වලට විවිධ වර්ග තිබිය හැකිය.

මල නොබැඳෙන වානේ පයිප්පවල මතුපිට සැකසුම් අංක 1, 2B, අංක 4, HL, අංක 6, අංක 8, BA, TR දෘඩ, නැවත රෝල් කරන ලද දීප්තිමත් 2H, දීප්තිමත් ඔප දැමීම සහ අනෙකුත් මතුපිට නිමාවන් ආදිය ඇත.
අංක 1: අංක 1 මතුපිට යනු මල නොබැඳෙන වානේ පයිප්පයේ උණුසුම් රෝල් කිරීමෙන් පසු තාප පිරියම් කිරීම සහ අච්චාරු දැමීම මගින් ලබා ගන්නා මතුපිටයි. එය අච්චාරු දැමීම හෝ ඒ හා සමාන ප්රතිකාර ක්රම මගින් උණුසුම් රෝල් කිරීම සහ තාප පිරියම් කිරීමේදී නිපදවන කළු ඔක්සයිඩ් පරිමාණය ඉවත් කිරීමයි. මෙය අංක 1 මතුපිට සැකසීමයි. අංක 1 මතුපිට රිදී සුදු සහ මැට් ය. මධ්යසාර කර්මාන්තය, රසායනික කර්මාන්තය සහ විශාල බහාලුම් වැනි මතුපිට ඔප දැමීම අවශ්ය නොවන තාප-ප්රතිරෝධී සහ විඛාදනයට ඔරොත්තු දෙන කර්මාන්තවල ප්රධාන වශයෙන් භාවිතා වේ.
2B: 2B හි මතුපිට 2D මතුපිටට වඩා වෙනස් වන්නේ එය සුමට රෝලරයකින් සුමට කර ඇති බැවින් එය 2D මතුපිටට වඩා දීප්තිමත් ය. උපකරණය මගින් මනිනු ලබන මතුපිට රළුබව Ra අගය 0.1~0.5μm වන අතර එය වඩාත් පොදු සැකසුම් වර්ගයයි. මෙම වර්ගයේ මල නොබැඳෙන වානේ තීරු මතුපිට වඩාත් බහුකාර්ය වන අතර සාමාන්ය අරමුණු සඳහා සුදුසු වන අතර එය රසායනික, කඩදාසි, ඛනිජ තෙල්, වෛද්ය සහ වෙනත් කර්මාන්තවල බහුලව භාවිතා වන අතර ගොඩනැගිලි තිර බිත්තියක් ලෙසද භාවිතා කළ හැකිය.
TR දෘඩ නිමාව: TR මල නොබැඳෙන වානේ දෘඩ වානේ ලෙසද හැඳින්වේ. එහි නියෝජිත වානේ ශ්රේණි 304 සහ 301 වන අතර, ඒවා දුම්රිය වාහන, වාහක පටි, උල්පත් සහ ගෑස්කට් වැනි ඉහළ ශක්තියක් සහ දෘඪතාවක් අවශ්ය නිෂ්පාදන සඳහා භාවිතා වේ. මූලධර්මය වන්නේ රෝල් කිරීම වැනි සීතල වැඩ කිරීමේ ක්රම මගින් වානේ තහඩුවේ ශක්තිය සහ දෘඪතාව වැඩි කිරීම සඳහා ඔස්ටෙනිටික් මල නොබැඳෙන වානේවල වැඩ දැඩි කිරීමේ ලක්ෂණ භාවිතා කිරීමයි. දෘඩ ද්රව්ය 2B පාදක මතුපිට මෘදු පැතලි බව ප්රතිස්ථාපනය කිරීම සඳහා මෘදු රෝලිං වලින් සියයට කිහිපයක සිට දස දහස් ගණනක ප්රමාණයක් භාවිතා කරන අතර, රෝල් කිරීමෙන් පසු ඇනීලිං කිරීමක් සිදු නොකෙරේ. එබැවින්, දෘඩ ද්රව්යයේ TR දෘඪ පෘෂ්ඨය සීතල රෝලිං මතුපිටින් පසු රෝල් කරන ලද මතුපිට වේ.
නැවත රෝල් කරන ලද දීප්තිමත් 2H: රෝල් කිරීමේ ක්රියාවලියෙන් පසු. මල නොබැඳෙන වානේ නළය දීප්තිමත් ඇනීලිං ආකාරයෙන් සකසනු ලැබේ. අඛණ්ඩ ඇනීලිං රේඛාව මඟින් නළය වේගයෙන් සිසිල් කළ හැකිය. රේඛාවේ මල නොබැඳෙන වානේ නළයේ ගමන් වේගය 60m~80m/min පමණ වේ. මෙම පියවරෙන් පසු, මතුපිට නිමාව 2H දීප්තිමත් ලෙස නැවත රෝල් කරනු ලැබේ.
අංක 4: අංක 4 හි මතුපිට සියුම් ඔප දැමූ මතුපිට නිමාවක් වන අතර එය අංක 3 හි මතුපිටට වඩා දීප්තිමත් වේ. එය 2 D හෝ 2 B මතුපිටක් පාදම ලෙස භාවිතා කර මල නොබැඳෙන වානේ සීතල-රෝල් කරන ලද මල නොබැඳෙන වානේ පයිප්ප ඔප දැමීමෙන් සහ 150-180# යන්ත්රෝපකරණ මතුපිට ධාන්ය ප්රමාණයකින් යුත් උල්ෙල්ඛ පටියකින් ඔප දැමීමෙන් ද ලබා ගනී. උපකරණය මගින් මනිනු ලබන මතුපිට රළුබව Ra අගය 0.2~1.5μm වේ. අංක 4 මතුපිට අවන්හල් සහ මුළුතැන්ගෙයි උපකරණ, වෛද්ය උපකරණ, වාස්තු විද්යාත්මක සැරසිලි, බහාලුම් ආදියෙහි බහුලව භාවිතා වේ.
HL: HL මතුපිට සාමාන්යයෙන් කෙස් කළඹ නිමාව ලෙස හැඳින්වේ. ජපන් JIS ප්රමිතියේ සඳහන් වන්නේ අඛණ්ඩ කෙස් කළඹක් වැනි උල්ෙල්ඛ මතුපිට ඔප දැමීම සඳහා 150-240# උල්ෙල්ඛ පටිය භාවිතා කරන බවයි. චීනයේ GB3280 ප්රමිතියේ, රෙගුලාසි තරමක් අපැහැදිලි ය. HL මතුපිට නිමාව බොහෝ විට භාවිතා කරනුයේ සෝපාන, එස්කැලේටර් සහ මුහුණත වැනි ගොඩනැගිලි අලංකරණය සඳහා ය.
අංක 6: අංක 6 හි මතුපිට අංක 4 හි මතුපිට මත පදනම් වී ඇති අතර GB2477 ප්රමිතිය මගින් නිශ්චිතව දක්වා ඇති W63 අංශු ප්රමාණයෙන් යුත් ටැම්පිකෝ බුරුසුවක් හෝ උල්ෙල්ඛ ද්රව්යයකින් තවදුරටත් ඔප දමා ඇත. මෙම මතුපිට හොඳ ලෝහමය දීප්තියක් සහ මෘදු කාර්ය සාධනයක් ඇත. පරාවර්තනය දුර්වල වන අතර රූපය පිළිබිඹු නොකරයි. මෙම හොඳ ගුණාංගය නිසා, එය ගොඩනැගිලි තිර බිත්ති සහ ගොඩනැගිලි දාර සැරසිලි සෑදීම සඳහා ඉතා සුදුසු වන අතර, මුළුතැන්ගෙයි උපකරණ ලෙසද බහුලව භාවිතා වේ.
BA: BA යනු සීතල රෝල් කිරීමෙන් පසු දීප්තිමත් තාප පිරියම් කිරීම මගින් ලබා ගන්නා මතුපිටයි. දීප්තිමත් තාප පිරියම් කිරීම යනු සීතල-රෝල් කරන ලද මතුපිටෙහි ග්ලෝස් ආරක්ෂා කිරීම සඳහා මතුපිට ඔක්සිකරණය නොවන බව සහතික කරන ආරක්ෂිත වායුගෝලයක් යටතේ ඇනීල් කිරීම වන අතර, පසුව මතුපිට දීප්තිය වැඩි දියුණු කිරීම සඳහා ආලෝක මට්ටම් කිරීම සඳහා ඉහළ නිරවද්යතාවයකින් යුත් සුමට රෝලයක් භාවිතා කරයි. මෙම මතුපිට දර්පණ නිමාවකට ආසන්න වන අතර, උපකරණය මගින් මනිනු ලබන මතුපිට රළුබව Ra අගය 0.05-0.1μm වේ. BA මතුපිට පුළුල් පරාසයක භාවිතයන් ඇති අතර මුළුතැන්ගෙයි උපකරණ, ගෘහ උපකරණ, වෛද්ය උපකරණ, වාහන කොටස් සහ සැරසිලි ලෙස භාවිතා කළ හැකිය.
අංක 8: අංක 8 යනු උල්ෙල්ඛ ධාන්ය නොමැතිව ඉහළම පරාවර්තනයක් සහිත දර්පණ-නිම කළ මතුපිටකි. මල නොබැඳෙන වානේ ගැඹුරු සැකසුම් කර්මාන්තය 8K තහඩු ලෙසද හැඳින්වේ. සාමාන්යයෙන්, BA ද්රව්ය දර්පණ නිම කිරීම සඳහා අමුද්රව්ය ලෙස භාවිතා කරනුයේ ඇඹරීම සහ ඔප දැමීම හරහා පමණි. දර්පණ නිම කිරීමෙන් පසු මතුපිට කලාත්මක බැවින් එය බොහෝ විට ගොඩනැගිලි පිවිසුම් අලංකරණය සහ අභ්යන්තර අලංකරණය සඳහා භාවිතා වේ.
ප්රධාන නිෂ්පාදන ක්රියාවලිය: වටකුරු වානේ → නැවත පරීක්ෂා කිරීම → පීල් කිරීම → හිස් කිරීම → මධ්යගත කිරීම → උණුසුම → සිදුරු කිරීම → අච්චාරු දැමීම → පැතලි හිස → පරීක්ෂා කිරීම සහ ඇඹරීම → සීතල පෙරළීම (සීතල ඇඳීම) → ග්රීස් ඉවත් කිරීම → තාප පිරියම් කිරීම → කෙළින් කිරීම → පයිප්ප කැපීම (දිගට ස්ථාවර) )→ අච්චාරු දැමීම/නිෂ්ක්රීය කිරීම→නිමි නිෂ්පාදන පරීක්ෂාව (සුළි ධාරාව, අතිධ්වනික, ජල පීඩනය)→ ඇසුරුම් කිරීම සහ ගබඩා කිරීම.
1. වටකුරු වානේ කැපීම: අමුද්රව්ය ගබඩාවෙන් වටකුරු වානේ ලැබුණු පසු, ක්රියාවලියේ අවශ්යතා අනුව වටකුරු වානේ කැපුම් දිග ගණනය කර, වටකුරු වානේ මත රේඛාවක් අඳින්න.වානේ ශ්රේණි, තාප අංක, නිෂ්පාදන කාණ්ඩ අංක සහ පිරිවිතරයන්ට අනුව ගොඩගැසී ඇති අතර, කෙළවර විවිධ වර්ණවලින් යුත් තීන්ත මගින් වෙන්කර හඳුනාගත හැකිය.
2. මධ්යගත කිරීම: හරස් අත විදුම් යන්ත්රය මධ්යගත කිරීමේදී, පළමුව වටකුරු වානේ කොටසක මධ්ය ලක්ෂ්යය සොයාගෙන, නියැදි සිදුර සිදුරු කර, පසුව කේන්ද්රගත කිරීම සඳහා විදුම් යන්ත්ර මේසය මත සිරස් අතට සවි කරන්න.මධ්යගත කිරීමෙන් පසු වටකුරු තීරු වානේ ශ්රේණිය, තාප අංකය, පිරිවිතර සහ නිෂ්පාදන කාණ්ඩ අංකය අනුව ගොඩගැසී ඇත.
3. පීල් කිරීම: පැමිණෙන ද්රව්ය පරීක්ෂා කිරීමෙන් පසු පීල් කිරීම සිදු කෙරේ. පීල් කිරීමට පට්ටල පීල් කිරීම සහ සුළි සුළං කැපීම ඇතුළත් වේ. පට්ටල පීල් කිරීම පට්ටලය මත එක් කලම්පයක් සහ එක් මුදුනක් සැකසීමේ ක්රමය මගින් සිදු කරනු ලබන අතර, සුළි සුළං කැපීම යනු යන්ත්ර මෙවලම මත වටකුරු වානේ එල්ලීමයි. කරකැවීම සිදු කරන්න.
4. මතුපිට පරීක්ෂාව: ඉවත් කරන ලද වටකුරු වානේවල තත්ත්ව පරීක්ෂාව සිදු කරනු ලබන අතර, පවතින මතුපිට දෝෂ සලකුණු කර ඇති අතර, ඇඹරුම් කාර්ය මණ්ඩලය සුදුසුකම් ලබන තෙක් ඒවා අඹරනු ඇත.පරීක්ෂාව සමත් වූ වටකුරු බාර් වානේ ශ්රේණිය, තාප අංකය, පිරිවිතර සහ නිෂ්පාදන කාණ්ඩ අංකය අනුව වෙන වෙනම ගොඩ ගසා ඇත.
5. වටකුරු වානේ උණුසුම: වටකුරු වානේ තාපන උපකරණවලට ගෑස්-ගිනිගත් නැඹුරු උදුන උදුන සහ ගෑස්-ගිනිගත් පෙට්ටි වර්ගයේ උදුන ඇතුළත් වේ. විශාල කාණ්ඩවල උණුසුම සඳහා ගෑස්-ගිනිගත් නැඹුරු-හෘද උදුන භාවිතා කරන අතර කුඩා කාණ්ඩවල උණුසුම සඳහා ගෑස්-ගිනිගත් පෙට්ටි වර්ගයේ උදුන භාවිතා කරයි. උදුනට ඇතුළු වන විට, විවිධ වානේ ශ්රේණිවල වටකුරු බාර්, තාප අංක සහ පිරිවිතරයන් පැරණි පිටත පටලයෙන් වෙන් කරනු ලැබේ. වටකුරු බාර් රත් කරන විට, වටකුරු බාර් ඒකාකාරව රත් වන බව සහතික කිරීම සඳහා හැරවුම්කරුවන් විශේෂ මෙවලම් භාවිතා කර බාර් හැරවීමට භාවිතා කරයි.
6. උණුසුම් රෝලිං විදීම: විදින ඒකකය සහ වායු සම්පීඩකය භාවිතා කරන්න. සිදුරු සහිත වටකුරු වානේවල පිරිවිතරයන්ට අනුව, අනුරූප මාර්ගෝපදේශ තහඩු සහ මොලිබ්ඩිනම් ප්ලග් තෝරාගෙන, රත් වූ වටකුරු වානේ සිදුරු යන්ත්රයකින් සිදුරු කර, සිදුරු කරන ලද අපද්රව්ය පයිප්ප අහඹු ලෙස සම්පූර්ණ සිසිලනය සඳහා තටාකයට පෝෂණය කරනු ලැබේ.
7. පරීක්ෂා කිරීම සහ ඇඹරීම: අපද්රව්ය නළයේ අභ්යන්තර සහ පිටත පෘෂ්ඨයන් සුමට හා සිනිඳුද යන්න පරීක්ෂා කරන්න, මල් සම, ඉරිතැලීම්, අන්තර් ස්ථර, ගැඹුරු වලවල්, බරපතල නූල් සලකුණු, කුළුණු යකඩ, ෆ්රිටර්, බඕටෝ සහ දෑකැති හිස් නොතිබිය යුතුය. අපද්රව්ය නළයේ මතුපිට දෝෂ දේශීය ඇඹරුම් ක්රමය මගින් ඉවත් කළ හැකිය. පරීක්ෂාවෙන් සමත් වූ අපද්රව්ය පයිප්ප හෝ සුළු දෝෂ සහිතව අලුත්වැඩියා කර ඇඹරීමෙන් පසු පරීක්ෂාවෙන් සමත් වූ ඒවා වැඩමුළු බණ්ඩලර් විසින් අවශ්යතා අනුව මිටි කළ යුතු අතර, අපද්රව්ය නළයේ වානේ ශ්රේණිය, උදුන අංකය, පිරිවිතර සහ නිෂ්පාදන කාණ්ඩ අංකය අනුව ගොඩගැසිය යුතුය.
8. සෘජු කිරීම: සිදුරු වැඩමුළුවට එන අපද්රව්ය පයිප්ප මිටි ලෙස ඇසුරුම් කර ඇත. එන අපද්රව්ය පයිප්පයේ හැඩය නැවී ඇති අතර එය සෘජු කළ යුතුය. සෘජු කිරීමේ උපකරණ සිරස් සෘජු කිරීමේ යන්ත්රය, තිරස් සෘජු කිරීමේ යන්ත්රය සහ සිරස් හයිඩ්රොලික් මුද්රණ යන්ත්රය (වානේ පයිප්පයේ විශාල වක්රයක් ඇති විට පූර්ව සෘජු කිරීම සඳහා භාවිතා වේ). සෘජු කිරීමේදී වානේ නළය පැනීම වැළැක්වීම සඳහා, වානේ නළය සීමා කිරීම සඳහා නයිලෝන් අත් ආවරණයක් භාවිතා කරයි.
9. පයිප්ප කැපීම: නිෂ්පාදන සැලැස්මට අනුව, කෙළින් කරන ලද අපද්රව්ය නළය හිස සහ වලිගය කපා ගත යුතු අතර, භාවිතා කරන උපකරණ ඇඹරුම් රෝද කැපුම් යන්ත්රයකි.
10. අච්චාරු දැමීම: අපද්රව්ය පයිප්පයේ මතුපිට ඇති ඔක්සයිඩ් පරිමාණය සහ අපද්රව්ය ඉවත් කිරීම සඳහා කෙළින් කරන ලද වානේ පයිප්ප අච්චාරු දැමිය යුතුය. වානේ පයිප්ප අච්චාරු දැමීමේ වැඩමුළුවේදී අච්චාරු දමන අතර, වානේ පයිප්ප සෙමෙන් අච්චාරු දැමීමේ ටැංකියට ඔසවනු ලබන්නේ රිය පැදවීමෙනි.
11. ඇඹරීම, එන්ඩොස්කොපි පරීක්ෂාව සහ අභ්යන්තර ඔප දැමීම: අච්චාරු දැමීම සඳහා සුදුසුකම් ලත් වානේ පයිප්ප පිටත මතුපිට ඇඹරුම් ක්රියාවලියට ඇතුළු වේ, ඔප දැමූ වානේ පයිප්ප එන්ඩොස්කොපික් පරීක්ෂාවට ලක් කරනු ලැබේ, සහ විශේෂ අවශ්යතා සහිත නුසුදුසු නිෂ්පාදන හෝ ක්රියාවලීන් අභ්යන්තරව ඔප දැමිය යුතුය.
12. සීතල රෝලිං ක්රියාවලිය/සීතල ඇඳීමේ ක්රියාවලිය
සීතල රෝලිං: වානේ නළය සීතල රෝලිං මෝලෙහි රෝල් මගින් රෝල් කර ඇති අතර, අඛණ්ඩ සීතල විරූපණය මගින් වානේ පයිප්පයේ ප්රමාණය සහ දිග වෙනස් වේ.
සීතල ඇඳීම: වානේ පයිප්පයේ ප්රමාණය සහ දිග වෙනස් කිරීම සඳහා රත් නොකර සීතල ඇඳීමේ යන්ත්රයක් භාවිතයෙන් වානේ පයිප්ප දැල්වී බිත්තියට අඩු කර ඇත. සීතල ඇඳීමේ වානේ පයිප්පයේ ඉහළ මාන නිරවද්යතාවයක් සහ හොඳ මතුපිට නිමාවක් ඇත. අවාසිය නම් අවශේෂ ආතතිය විශාල වීම සහ විශාල විෂ්කම්භයකින් යුත් සීතල ඇඳීමේ පයිප්ප නිතර භාවිතා කිරීම සහ නිමි භාණ්ඩ සෑදීමේ වේගය මන්දගාමී වීමයි. සීතල ඇඳීමේ නිශ්චිත ක්රියාවලියට ඇතුළත් වන්නේ:
① ශීර්ෂ වෙල්ඩින් හිස: සීතල ඇඳීමට පෙර, ඇඳීමේ ක්රියාවලිය සඳහා සූදානම් වීම සඳහා වානේ පයිප්පයේ එක් කෙළවරක් හිස (කුඩා විෂ්කම්භය වානේ පයිප්ප) හෝ වෙල්ඩින් හිස (විශාල විෂ්කම්භය වානේ පයිප්ප) කළ යුතු අතර, විශේෂ පිරිවිතර වානේ පයිප්ප කුඩා ප්රමාණයක් රත් කර පසුව හිස තැබිය යුතුය.
② ලිහිසි කිරීම සහ පිළිස්සීම: හිස (වෑල්ඩින් හිස) පසු වානේ පයිප්පයේ සීතල ඇඳීමට පෙර, වානේ පයිප්පයේ අභ්යන්තර සිදුර සහ පිටත පෘෂ්ඨය ලිහිසි කළ යුතු අතර, ලිහිසි තෙල් ආලේප කර ඇති වානේ පයිප්ප සීතල ඇඳීමට පෙර වියළා ගත යුතුය.
③ සීතල ඇඳීම: ලිහිසි තෙල් වියළීමෙන් පසු වානේ නළය සීතල ඇඳීමේ ක්රියාවලියට ඇතුළු වන අතර, සීතල ඇඳීම සඳහා භාවිතා කරන උපකරණ වන්නේ දාම සීතල ඇඳීමේ යන්ත්රයක් සහ හයිඩ්රොලික් සීතල ඇඳීමේ යන්ත්රයකි.
13. තෙල් ඉවත් කිරීම: තෙල් ඉවත් කිරීමේ අරමුණ වන්නේ වානේ පයිප්පයේ අභ්යන්තර බිත්තියට සහ පිටත මතුපිටට සවි කර ඇති රෝලිං තෙල් සේදීමෙන් ඉවත් කිරීමයි, එවිට ඇනීලිං කිරීමේදී වානේ මතුපිට දූෂණය වීම වළක්වා කාබන් වැඩි වීම වළක්වයි.
14. තාප පිරියම් කිරීම: තාප පිරියම් කිරීම නැවත ස්ඵටිකීකරණය හරහා ද්රව්යයේ හැඩය යථා තත්ත්වයට පත් කරන අතර ලෝහයේ විරූපණ ප්රතිරෝධය අඩු කරයි. තාප පිරියම් කිරීමේ උපකරණ ස්වාභාවික වායු ද්රාවණ තාප පිරියම් කිරීමේ උදුනකි.
15. නිමි භාණ්ඩ අච්චාරු දැමීම: කැපීමෙන් පසු වානේ පයිප්ප මතුපිට නිෂ්ක්රීය කිරීමේ අරමුණ සඳහා නිමි අච්චාරු දැමීමකට භාජනය කරනු ලැබේ, එවිට වානේ පයිප්පවල මතුපිට ඔක්සයිඩ් ආරක්ෂිත පටලයක් සෑදිය හැකි අතර වානේ පයිප්පවල විශිෂ්ට ක්රියාකාරිත්වය වැඩි දියුණු කළ හැකිය.
16. නිමි නිෂ්පාදන පරීක්ෂාව: නිමි නිෂ්පාදන පරීක්ෂාවේ සහ පරීක්ෂාවේ ප්රධාන ක්රියාවලිය වන්නේ මීටර පරීක්ෂාව → සුළි පරීක්ෂණය → සුපිරි පරීක්ෂණය → ජල පීඩනය → වායු පීඩනයයි. මතුපිට පරීක්ෂාව ප්රධාන වශයෙන් වානේ පයිප්පයේ මතුපිට දෝෂ තිබේද, වානේ පයිප්පයේ දිග සහ පිටත බිත්තියේ ප්රමාණය සුදුසුකම් ලබන්නේද යන්න අතින් පරීක්ෂා කිරීමයි; සුළි හඳුනාගැනීම ප්රධාන වශයෙන් වානේ පයිප්පයේ සිදුරු තිබේද යන්න පරීක්ෂා කිරීමට සුළි ධාරා දෝෂ අනාවරකය භාවිතා කරයි; සුපිරි හඳුනාගැනීම ප්රධාන වශයෙන් වානේ පයිප්පය ඇතුළත හෝ පිටත ඉරිතලා ඇත්දැයි පරීක්ෂා කිරීමට අතිධ්වනික දෝෂ අනාවරකය භාවිතා කරයි; ජල පීඩනය, වායු පීඩනය යනු වානේ පයිප්පය හොඳ තත්ත්වයේ පවතින බව සහතික කිරීම සඳහා වානේ පයිප්පයෙන් ජලය හෝ වාතය කාන්දු වේද යන්න හඳුනා ගැනීමට හයිඩ්රොලික් යන්ත්රය සහ වායු පීඩන යන්ත්රය භාවිතා කිරීමයි.
17. ඇසුරුම් කිරීම සහ ගබඩා කිරීම: පරීක්ෂාව සමත් වූ වානේ පයිප්ප ඇසුරුම් කිරීම සඳහා නිමි නිෂ්පාදන ඇසුරුම් ප්රදේශයට ඇතුළු වේ. ඇසුරුම් කිරීම සඳහා භාවිතා කරන ද්රව්ය අතර සිදුරු ආවරණ, ප්ලාස්ටික් බෑග්, සර්ප හම් රෙදි, ලී පුවරු, මල නොබැඳෙන වානේ පටි ආදිය ඇතුළත් වේ. ඔතා ඇති වානේ පයිප්පයේ කෙළවර දෙකෙහිම පිටත මතුපිට කුඩා ලී පුවරු වලින් ආවරණය කර ඇති අතර, ප්රවාහනයේදී වානේ පයිප්ප අතර සම්බන්ධතාවය වැළැක්වීම සහ ගැටීම වැළැක්වීම සඳහා පිටත පෘෂ්ඨය මල නොබැඳෙන වානේ පටි වලින් සවි කර ඇත. ඇසුරුම් කරන ලද වානේ පයිප්ප නිමි නිෂ්පාදන ගොඩගැසීමේ ප්රදේශයට ඇතුළු වේ.
ඇසුරුම්කරණය සාමාන්යයෙන් හිස්, වානේ කම්බි බන්ධනය, ඉතා ශක්තිමත් ය.
ඔබට විශේෂ අවශ්යතා තිබේ නම්, ඔබට මලකඩ නොගැලපෙන ඇසුරුම් භාවිතා කළ හැකි අතර වඩාත් අලංකාරයි.

ප්රවාහනය:අධිවේගී (නියැදි බෙදාහැරීම), ගුවන්, දුම්රිය, ගොඩබිම්, මුහුදු නැව්ගත කිරීම (FCL හෝ LCL හෝ තොග)


අපගේ පාරිභෝගිකයා

ප්ර: ඔබ නිෂ්පාදකයාද?
A: ඔව්, අපි චීනයේ ටියැන්ජින් නගරයේ ඩකියුෂුවාං ගම්මානයේ පිහිටි සර්පිලාකාර වානේ නල නිෂ්පාදකයෙක්.
ප්ර: මට ටොන් කිහිපයක් පමණක් අත්හදා බැලීමේ ඇණවුමක් ලබා ගත හැකිද?
පිළිතුර: ඇත්ත වශයෙන්ම. අපට LCL සේවා සමඟ ඔබ වෙනුවෙන් භාණ්ඩ නැව්ගත කළ හැකිය. (අඩු බහාලුම් බර)
ප්ර: ඔබට ගෙවීම් උසස් බවක් තිබේද?
A: විශාල ඇණවුමක් සඳහා, දින 30-90 L/C පිළිගත හැකිය.
ප්ර: සාම්පල නොමිලේ නම්?
A: සාම්පල නොමිලේ, නමුත් ගැනුම්කරු භාණ්ඩ ප්රවාහනය සඳහා ගෙවයි.
ප්රශ්නය: ඔබ රන් සැපයුම්කරුවෙකු වන අතර වෙළඳ සහතික කිරීමක් කරනවාද?
A: අපි අවුරුදු හතක සීතල සැපයුම්කරුවෙකු වන අතර වෙළඳ සහතිකය පිළිගනිමු.